




Sızdırmazlık yüzeyleri konusunda genel bilgiler
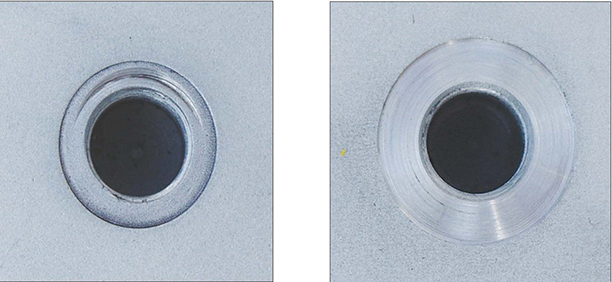
ISO 1179-1 / DIN 3852-2 uyarınca vidalama delikleri sızdırmazlık yüzeylerinin kalitesi; ISO 9974-1 / DIN 3852-1 (S¸ekil 1) hidrolik sistemlerin,makinaların ve teknik tesislerin fonksiyon güvenlig˘i için önemlidir.
Usulüne uygun olmayan biçimde üretilmis¸ veya hasar görmüs¸ sızdırmazlık yüzeyleri (S¸ekil2) durumunda kaçak vardır ve buna bag˘lı olarak sistemin devre dıs¸ı kalması söz konusudur.
Bundan dolayı akıs¸kanlar teknig˘inin tüm alanlarında sızdırmazlık yüzeylerinin yapım s¸ekline özel olarak önem verilir.
Bir sızdırmazlık yüzeyinin deg˘erlendirmesinde önemli olan kriterler s ¸unlardır:
1. Vidalama delig˘inin dis¸ine göre sızdırmazlık yüzeyinin konum sap ması (açısal konum)
2. Sızdırmazlık yüzeyinin yüzey yapısı
Takım tezgahlarında,örneg˘in is¸leme merkezinde,matkap tezgahında,bir freze veya delme makinasında hidrolik biles¸enlerin seri üretiminde genelde 1.kriter makinanın konstruktif yapısı sayesinde yerine getirilir.
2.kriter – makinanın sag˘lam yapıda olması kos¸uluyla – makinaya bag˘lı deg˘ildir,dog˘rudan kullanılan aletlere bag˘lıdır.l ˙s¸e uygun olmayan veya körelmis¸ aletlerle 2.kriterin gerektirdig ˘i talepleri yerine getirmeyen yüzeyler üretilir,bunlar en geç biles¸enlerin, makinaların veya yapı gruplarının montajında fonksiyon zorlukları çıkarırlar ve yeniden is¸lenmeleri gerekir.
Daha önceden is¸letimde bulunan sistem yapı gruplarının,makinaların veya tesislerin onarımında genel olarak boru vidalama cıvataları veya kapak cıvataları yerlerinden sökülmelidir,bu gibi yerlerde vidalama deliklerinin ilgili sızdırmazlık yüzeylerinin montajında 2.kriter çog˘unlukla yerine getirilmez.Yüzeyler kısmen hasar görmüs¸,korozyona ug˘ramıs¸ veya üzerleri boyanmıs¸tır. Hasarlar bir taraftan boru vidalamada veya kapaklarda metalik sızdırmazlık kenarlı cıvatalarının kullanımından veya dig˘er taraftan sökme esnasındaki dikkatsizliklerden kaynaklanabilir.Bundan dolayı montaj is¸leminden sonra onarılmıs¸ hidrolik sistemin,makinanın veya tesisin fonksiyon güvenlig˘inin sag˘lanması için sızdırmazlık yüzeylerinin yeniden is¸lenmesi veya onarılması kaçınılmazdır.
Hasarlı sızdırmazlık yüzeylerinin sonradan is¸lenmesi multicut*hassas aletler ile yapılmaması durumunda bu is¸ için pahalı takım tezgahlarının kullanılması ve sistem gruplarının bu tezgahlarda yüksek masraflı hazırlama ve is¸leme is¸lerinin yapılması zorunlu olacaktır.
Buna ilave olarak is¸leme için uzun bekleme süreleri ve ayrıca hidrolik sistemin sökülmesi ve takılması için gerekli süreler dolayısıyla üretim kaybı söz konusudur.Bundan dolayı tek bir sızdırmazlık yüzeyinin onarımı üç veya dört haneli tutarlara kadar varabilen yüksek masraflar gerektirebilir.

Iletişim
REINHARD Feinmechanik GmbH
Assar-Gabrielsson-Str. 1
63128 Dietzenbach
Almanya
Tel: +49 (0)6074 84127 0
Fax: +49 (0)6074 2020
info@reinhard-feinmechanik.de
Teklifimiz sadece iş müşterilerine yöneliktir
(B2B Shop)
İleti göndermek istiyorsunuz